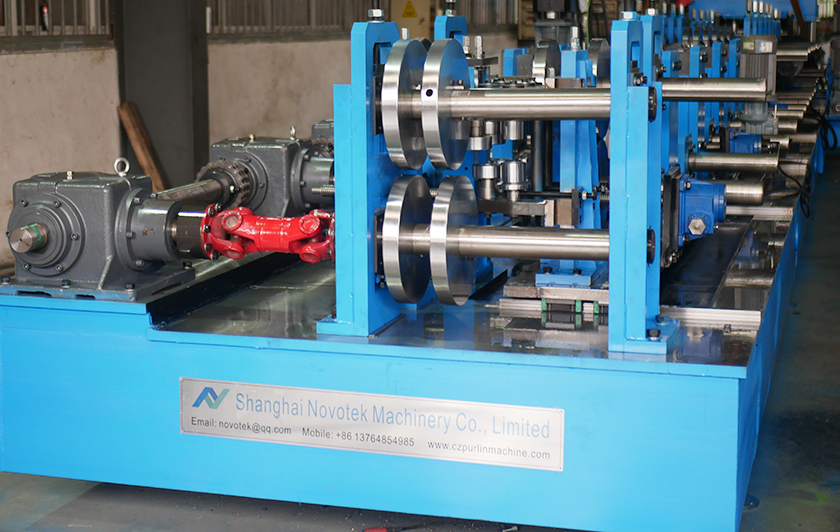
Présentation de la machine de formage de profilés en Z
La machine de formage de rouleaux de pannes en Z, également connue sous le nom de machine de formage de rouleaux de pannes en forme de Z en acier galvanisé, est utilisée pour la production d'acier de type Z. L'acier de panne en forme de Z a une bonne propriété de résistance à la flexion, une bonne rectitude et il peut également être poinçonné et coupé en ligne.

Organigramme de la machine à pannes en Z
Dérouleur → Pré-cisaille → Aplanissement et guidage → Machine de formage de rouleaux principale → Imprimante à jet d'encre → Poinçonnage hydraulique → Post-coupe → Table de sortie
Composants de la machine de formage de profilés en Z
Dérouleur hydraulique
1) Type d'expansion : Expansion hydraulique
2) Type de bobine : Bobine active motorisée
Système d'aplatissement et de guidage
1) Système d'aplatissement : 3 arbres supérieurs et 4 arbres inférieurs pleins, plus 4 arbres de pincement supplémentaires.
2) Système de guidage : comprenant un arbre de guidage et des rouleaux de guidage, sa largeur est réglable afin de s'adapter à diverses bandes d'acier.
3) Matériau de l'arbre : usinage CNC, trempe avec traitement thermique de revenu, tournage de finition, polissage et chromage.
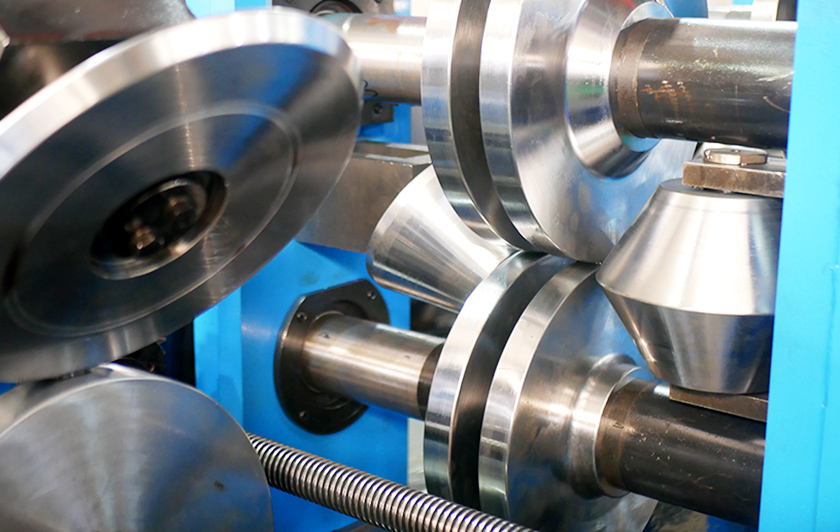
Machine de formage de rouleaux principale
1) Station de laminage : 21 stations principales
2) Type de transmission : Chaîne + engrenage/pignon
3) Base de la machine : Soudée par plaque H500, avec grenaillage et traitement thermique
4) Matériau du rouleau : GCR15, usinage CNC avec traitement thermique, tournage de finition, polissage et chromage. HRC 58-60
5) Arbre principal : SAE 5140, usinage CNC, trempe avec traitement thermique de revenu, tournage de finition, polissage et chromage.
6) Moteur principal : servomoteur principal.
7) Changement de taille : entièrement automatique par PLC
8) Unité de redressement des pannes : 10 rouleaux, deux unités de redressement axiales spéciales plus 4 unités de redressement axiales à rouleaux pour garantir que les pannes ne se courberont pas, ne se courberont pas, ne se courberont pas ou ne se tordent pas.

Poinçonnage hydraulique
1) Type : Adoptez le post-poinçonnage, le poinçonnage automatique pour définir les paramètres.
2) Cylindre de poinçonnage : 3 jeux
3) Matrice de poinçonnage : selon les exigences du client.
Post-coupeur
1) Type : Adopter la découpe postérieure, la découpe automatique à la longueur, à la quantité, etc.
2) Matériau de la fraise : SAE-AISI D3, trempe.
Système d'alimentation et de contrôle
1) Armoire de commande : 1 ensemble. Avec interrupteur « arrêt d'urgence ».
2) Poignée de commande : 1 jeu, pour le contrôle du jogging pendant les tests et la production de la machine.
3) Plateforme d'exploitation : IHM et bouton, avec affichage en anglais.
Tableau de sortie
1) Type : Deux ensembles, 3 mètres chacun, type rouleau libre.

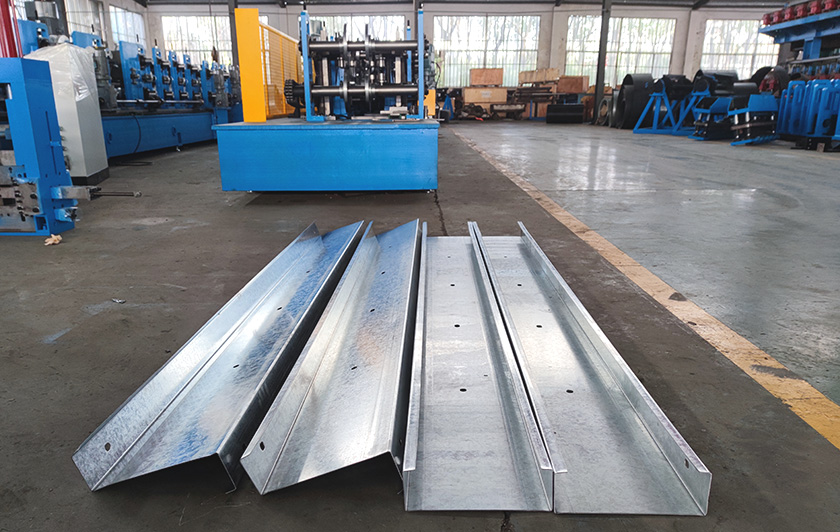
Dimensions des pannes en Z fabriquées par la machine de formage de rouleaux Novotek
Bande : 120-300 mm x Bride : 40-80 x Lèvre : 10-20 mm (NTK-CZ-300A)
Bande : 120-400 x Bride : 50-100 x Lèvre : 10-25 mm (NTK-CZ-400A)
D'autres machines de formage de rouleaux de pannes en Z personnalisées sont également disponibles.
Joints de pannes en Z pour toiture
1. Les pannes en Z sont généralement galvanisées et installées sur le côté haut le long de la pente longitudinale.
2. Les pannes en Z sont reliées aux poutres en acier avec des boulons ordinaires de classe C via des plaques de support de panne, les plaques de support de panne et les poutres en acier sont soudées en un tout en usine et recouvertes d'un apprêt et d'une peinture intermédiaire correspondants.
3. Les pannes en Z sont connectées à des têtes grandes et petites pour les distinguer, l'approfondissement et le traitement doivent être cohérents avec la séquence de construction du site et la taille de la tête est connectée.
4. Les pannes en Z peuvent être réduites en augmentant le nombre de perforations pour faciliter l'installation sur site (les pannes murales sont les mêmes).
Différence entre les pannes en C et les pannes en Z
1. En fonction de la forme des pannes, l'angle des pannes en acier de type Z et de type C est différent. L'angle de 90 degrés pour les pannes de type C et de moins de 90 degrés pour les pannes de type Z est d'environ 60 à 75 degrés. Par conséquent, si une toiture d'une certaine pente nécessite l'utilisation de pannes, il est nécessaire de prendre en compte l'angle de la panne et sa force portante, afin que la panne en Z puisse exploiter pleinement ses capacités de flexion.
2. Si la panne doit être transformée en éléments continus, il est préférable d'utiliser une panne en Z plutôt qu'une panne en C. Le chevauchement de la panne en acier Z est plus pratique.
3. En flexion : si la pente du toit est faible, le module de flexion d'une panne métallique en Z est légèrement supérieur à celui d'une panne en C. Si la pente du toit est importante, le taux d'utilisation du module d'une panne en Z symétrique dans le sens vertical est très élevé ; la panne en Z est donc plus adaptée aux toits à forte pente.
4. Les propriétés mécaniques des deux pannes sont très différentes : la section en Z peut être assemblée par un joint à recouvrement fiable et calculée selon une poutre continue. Par conséquent, compte tenu des besoins spécifiques en ouvertures de portes et fenêtres et autres nœuds, une panne en Z est préférable. Les pannes de mur et les pannes de maison à faible pente peuvent être utilisées avec une panne en C. Pour les pannes de maison à forte pente, il est conseillé d'utiliser des pannes en acier en Z, afin que la force résultante de la charge du toit passe par le centre de la section de la panne en Z.


Autres machines de formage de pannes fabriquées par NOVOTEK
• Machine à pannes en C avec empileuse : En savoir plus
Il comprend un dérouleur hydraulique de 5 tonnes, une planeuse, une poinçonneuse individuelle, une profileuse de pannes en C avec découpe à la volée et une empileuse automatique de pannes en C. La vitesse maximale de la machine peut atteindre 35 à 40 m/min, perforation comprise. La taille des pannes est personnalisable et l'épaisseur de l'acier peut atteindre 5 mm.
• Machine de pré-perforation et de pré-découpe de pannes CZ : En savoir plus
La profileuse de pannes CZ prédécoupées robuste et entièrement automatique NTK-CZ-350AQ adopte un système de prédécoupe et de pré-poinçonnage qui élimine le réglage des couteaux comme sur les machines à pannes CZ standard, améliorant ainsi considérablement les performances de la machine. Grâce à sa conception spécifique, elle peut produire des pannes CZU jusqu'à 350 mm et pour une épaisseur d'acier maximale de 3 mm.
• Machine d'empilage de pannes : En savoir plus
La machine d'empilage de pannes CZ permet d'empiler des profilés CZU de 100 à 300 mm x 40 à 80 mm selon des quantités et des couches prédéfinies. Elle peut être personnalisée selon les dimensions du produit et être équipée de votre profileuse de pannes CZ existante.
• Machine d'emballage de pannes/tubes : En savoir plus
La machine automatique d'emballage de pannes et de tubes en acier CZU est conçue pour emballer les produits en acier après empilage. Tout comme la machine d'empilage de pannes ci-dessus, cette machine est également un équipement auxiliaire de la machine automatique d'emballage de pannes CZ NTK-CZ-300A.
Historique du développement de la machine de formage de pannes NOVOTEK CZ
1. Début de la période (1998-2005)
Initialement, il s'agissait d'une profileuse de pannes en C et d'une profileuse en Z. Le réglage des dimensions finales du produit s'effectuait par des entretoises, ce qui nécessitait un temps d'opération important à chaque fois. L'entreprise se concentrait sur la production en petite série avec une faible précision. Les premières machines produisaient principalement des profilés en acier simples en C et en Z, largement utilisés dans les applications de construction de base.
2. Avancement semi-automatique (2005-2010)
La profileuse à profils interchangeables CZ de première génération, la NTK-CZ-300, a été inventée par NOVOTEK. Elle permet de produire des profilés en C et en Z sur une seule machine. Le changement de profils CZ s'effectue par rotation manuelle de certains postes de rouleaux, et le réglage de la taille des pannes est assuré par un moteur électrique et un bouton. Cette innovation majeure dans l'industrie du profilage des pannes améliore considérablement la capacité et l'efficacité des produits.
3. Intégration entièrement automatique (2010-2015)
Après des efforts constants, NOVOTEK lance sa première profileuse de pannes CZ entièrement automatique NTK-CZ-300A . Elle intègre un programme PLC pour contrôler l'échange des pannes C et Z, ainsi que le réglage des dimensions. Cette innovation améliore le niveau d'automatisation de la profileuse et réduit son temps de fonctionnement. Son programme de contrôle automatique permet un contrôle précis, garantissant la qualité et l'exactitude des produits.
4. Usine intelligente et informationnelle (2015-aujourd'hui)
Les machines de profilage modernes sont équipées d' un logiciel avancé de contrôle de production de profilage CSV et de fonctions de surveillance en temps réel. L'intégration du Wi-Fi et de l'analyse Big Data facilite la gestion automatisée et l'optimisation du processus de production des machines CZ. NOVOTEK propose désormais une solution complète pour l'usine de profilage de profilage de profilés CUZ intelligente, avec son système de découpe à grande vitesse, son empileuse automatique de profilés CZ et son enveloppeuse automatique .
Novotek vise à améliorer diverses capacités de fabrication de machines de profilage, notamment : pannes en U, profil Sigma, profil M, machine de profilage de tôles de pont, machine de profilage de tôles de toit à grande vitesse pour répondre aux demandes de production personnalisées grâce à des technologies intelligentes avancées.
spécification
Vidéo









