Giới thiệu máy:
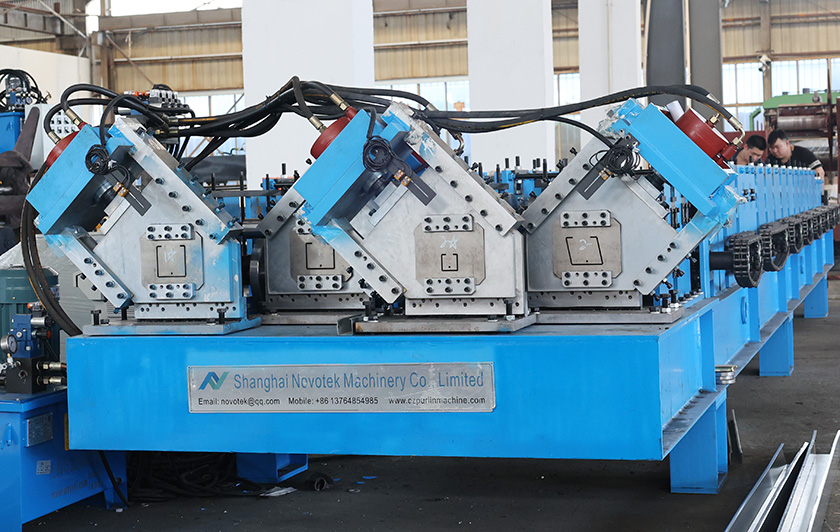
Máy cán xà gồ nhiều biên dạng, còn gọi là máy cán xà gồ nhiều làn, được sử dụng để sản xuất xà gồ CZU khác nhau trong một máy. Khác với máy cán xà gồ thông thường chỉ có thể sản xuất một sản phẩm, máy cán này hiệu quả hơn nhiều và tiết kiệm không gian nhà máy.
Máy cán tôn 4 làn bao gồm:
1) Máy tháo cuộn thủy lực cho cuộn thép 4 làn
2) Đường ray dẫn hướng 4 làn
3) Bàn cấp liệu 4 làn
4) Máy cán chính cho 4 thanh xà gồ CZU khác nhau
5) Máy cắt thủy lực riêng biệt cho 4 sản phẩm khác nhau
6) Tủ điện cán định hình
7) Bảng chạy ra
Thông số kỹ thuật chi tiết của máy:
1. Mô tả chung:
1.1. Tốc độ: 0-20 phút
1.2. Điện áp: 480V AC, 3 pha, 60 Hz
2. Nguyên liệu thô:
2.1. Loại: tôn mạ kẽm, Gr60
2.2. Độ dày: 1.3-1.9mm
3. Máy tháo cuộn:
3.1. Kiểu giãn nở: Giãn nở thủy lực
3.2. Kiểu decoil: Decoil chủ động có động cơ
3.3. Tải trọng: 5T
3.4. Kiểu điều khiển: Tốc độ của nó được tự động điều chỉnh theo máy chính
3.5. Đường kính bên trong: Ø480-625 mm (phổ biến nhất = 610mm)
3.6. Chiều cao cuộn dây tối đa: 1.335 mm
3.7. Tay và kẹp = 475mm
3.8. Xe cuộn: Bao gồm
4. Đường ray dẫn hướng
4.1. Được sử dụng để nạp vật liệu theo đường thẳng
4.2. Chiều dài thanh ray: 450mm cho mỗi làn, có thể điều chỉnh tới 3mm cho mỗi bên để thay đổi chiều rộng cuộn dây.
5. Bàn cho ăn:
5.1. Bao gồm trục cấp liệu và con lăn cấp liệu.
5.2. Con lăn là trục đặc được xử lý bằng nhiệt, đánh bóng và mạ kẽm.
6. Máy cán định hình chính:
6.1. Trạm con lăn 4 làn cho 4 cấu hình khác nhau. Mỗi lần chỉ có 1 làn hoạt động.
6.2. Trạm dừng xe: khoảng 15 trạm cho mỗi làn.
6.3. Công suất chính: Động cơ không đồng bộ 3 pha 15 Kw; truyền động xích.
6.4. Vật liệu của con lăn: GCr15, tôi
6.5. Con lăn được gia công bằng máy CNC với gia công hoàn thiện. Bề mặt được đánh bóng hoàn thiện, độ nhám là 0,05mm
6.6. Vật liệu trục chính: Thép rèn 45# được xử lý nhiệt
6.7. Đường kính trục chính: Φ70 mm
6.8. Vật liệu khung: hàn bằng thép hình chữ H, sử dụng phương pháp hàn hồ quang khí cacbon dioxit. Bề mặt sử dụng phương pháp xử lý phun bi.
6.9. Máy chính có lưới che phía trên.
7. Cắt thủy lực sau:
7.1. Áp dụng cắt cố định sau, cắt khi máy dừng.
7.2. Mỗi làn có một máy cắt độc lập, mỗi lần chỉ có 1 máy cắt hoạt động.
7.3. Máy cắt 4 trụ sử dụng 4 van thủy lực riêng biệt và dùng chung 1 bình thủy lực. Mỗi máy cắt có thể hoạt động và điều khiển riêng biệt.
7.4. Kiểu dao cắt: cắt khuôn; mỗi kích thước cần một lưỡi dao. Bao gồm 4 lưỡi dao.
7.5. Công suất thủy lực: 5,5 Kw.
8. Tủ điện:
8.1. Tủ điều khiển: 1 bộ. Có công tắc dừng khẩn cấp.
8.2. Tay cầm điều khiển: 1 bộ, dùng để điều khiển chạy chậm trong quá trình thử nghiệm máy và sản xuất.
8.3. Nền tảng vận hành: HMI & Nút bấm, có màn hình hiển thị tiếng Anh.
8.4. Hệ thống điều khiển: PLC
8.5. Các thành phần chính: Các thành phần chính đều sử dụng thương hiệu nổi tiếng quốc tế.
9. Bảng Runout:
9.1. Loại con lăn tự do.

Sự chỉ rõ
Video









