Maschineneinführung:
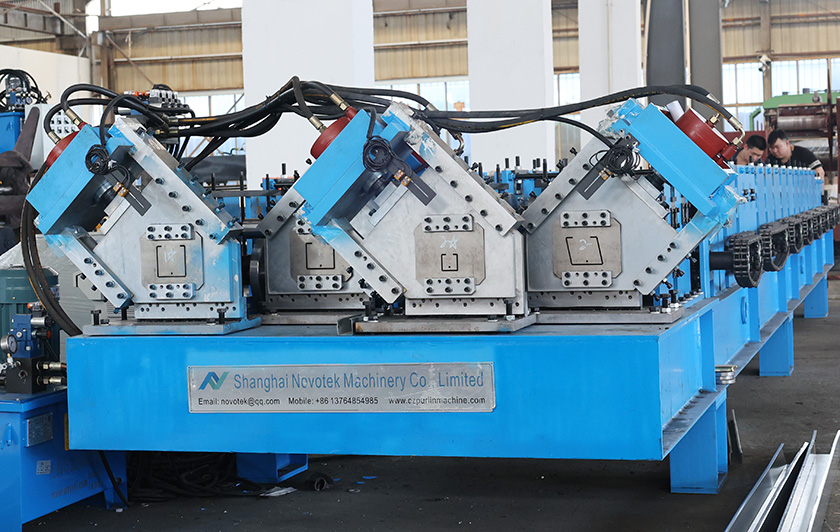
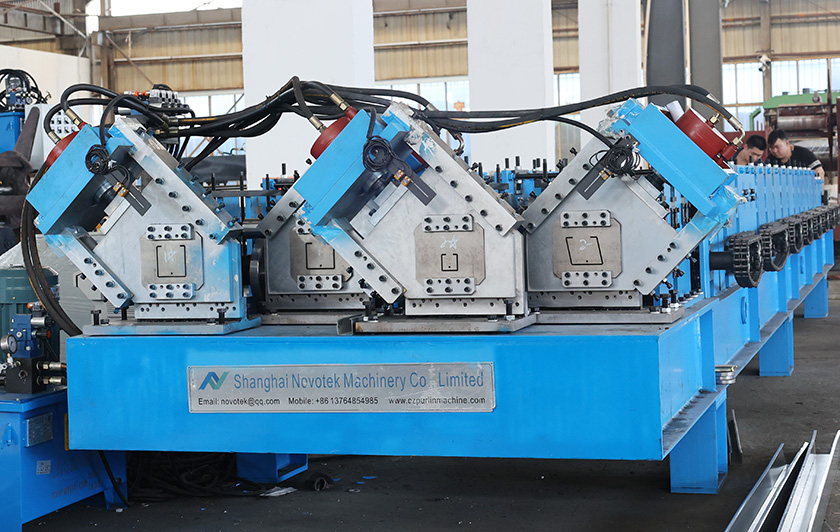
Die Mehrprofil-Pfetten-Rollformmaschine, auch Mehrbahn-Pfetten-Rollformer genannt, dient zur Herstellung verschiedener CZU-Pfetten in einer Maschine. Im Gegensatz zu herkömmlichen Pfetten-Rollformmaschinen, die nur ein Produkt produzieren können, ist dieser Rollformer deutlich effektiver und spart Platz in der Fabrik.
Die 4-spurige Pfetten-Rollformmaschine umfasst:
1) Hydraulischer Abwickler für 4-bahnige Stahlcoils
2) 4-spurige Führungsschiene
3) 4-spuriger Fütterungstisch
4) Hauptprofiliermaschine für 4 verschiedene CZU-Pfetten
5) Hydraulischer Cutter separat für 4 verschiedene Produkte
6) Rollformer-Schaltschrank
7) Rundlauftabelle
Detaillierte Maschinenspezifikation:
1. Allgemeine Beschreibung:
1.1. Geschwindigkeit: 0-20min
1.2. Spannung: 480 V AC, 3 Phasen, 60 Hz
2. Rohstoff:
2.1. Typ: verzinktes Blech, Gr60
2.2. Dicke: 1,3-1,9 mm
3. Abwickler:
3.1. Aufweitungsart: Hydraulische Aufweitung
3.2. Abwickelspulentyp: Motorisierte aktive Abwickelspule
3.3. Tragfähigkeit: 5 T
3.4. Steuerungstyp: Die Geschwindigkeit wird automatisch an die Hauptmaschine angepasst
3.5. Innendurchmesser: Ø480-625 mm (am häufigsten = 610 mm)
3.6. Max. Coilhöhe: 1.335 mm
3.7. Arme und Klemmen = 475 mm
3.8. Spulenwagen: Inklusive
4. Führungsschiene
4.1. Wird verwendet, um Material als gerade
4.2. Schienenlänge: 450 mm lang für jede Spur, bis zu 3 mm pro Seite einstellbar, um eine variable Spulenbreite zu ermöglichen.
5. Fütterungstabelle:
5.1. Inklusive Einzugswelle und Einzugswalzen.
5.2. Die Rollen bestehen aus Vollwellen mit Wärmebehandlung, Polieren und Verzinken.
6. Haupt-Rollformmaschine:
6.1. 4-spurige Rollenstationen für 4 verschiedene Profile. Es kann jeweils nur 1 Spur arbeiten.
6.2. Rollständer: ca. 15 Stationen pro Spur.
6.3. Hauptleistung: 15 kW, 3-Phasen-Asynchronmotor; Kettenantrieb.
6.4. Werkstoff der Walze: GCr15, gehärtet
6.5. Die Walze wird mit einer CNC-Maschine bearbeitet und anschließend fertig bearbeitet. Die Oberfläche ist poliert, die Rauheit beträgt 0,05 mm.
6.6. Material der Hauptwelle: 45# Schmiedestahl mit Wärmebehandlung
6.7. Der Durchmesser der Hauptwelle: Φ70 mm
6.8. Rahmenmaterial: Schweißen aus H-förmigem Stahl mittels Kohlendioxid-Lichtbogenschweißen. Die Oberfläche wurde kugelgestrahlt.
6.9. Hauptmaschine mit oberer Netzabdeckung.
7. Hydraulischer Nachschnitt:
7.1. Nimmt einen nachträglichen Festschnitt an und schneidet, wenn die Maschine stoppt.
7.2. Jede Spur verfügt über einen unabhängigen Schneider, es arbeitet jeweils nur ein Schneider.
7.3. Der 4-Nachschnitt verwendet 4 separate Hydraulikventile und teilt sich 1 Hydrauliktank. Jeder Fräser kann separat arbeiten und gesteuert werden.
7.4. Schneidetyp: Formschnitt; jede Größe benötigt eine Klinge. Inklusive 4-teiliger Klinge.
7.5. Hydraulikleistung: 5,5 kW.
8. Schaltschrank:
8.1. Schaltschrank: 1 Satz. Mit Not-Aus-Schalter.
8.2. Steuergriff: 1 Satz, zur Jog-Steuerung während Maschinentests und Produktion.
8.3. Bedienplattform: HMI und Schaltfläche, mit Anzeige in englischer Sprache.
8.4. Steuerungssystem: SPS
8.5. Schlüsselkomponenten: Schlüsselkomponenten übernehmen international bekannte Marken.
9. Rundlauftabelle:
9.1. Freilaufrollentyp.

Spezifikation
Video








